
 2026-05-28
2026-05-28 Toleranssit mitattuna tuuman tuhannesosissa. Se on maailma tarkkuus CNC-työstöosat — tietokoneohjatuilla työstökoneilla tuotetut komponentit, jotka poistavat materiaalia kiinteästä työkappaleesta, jotta saavutetaan tarkat mitat, pintakäsittelyt ja geometriset ominaisuudet. Toisin kuin yleiskäyttöiset koneistetut osat, tarkkuus-CNC-komponentit pidetään tiukoilla toleransseilla, usein ±0,001 tuuman (±0,025 mm) sisällä tai tiukemmin sovelluksesta riippuen.
Prosessin ydin on automaatio. CAD-malli on käännetty G-koodiohjeiksi, jotka ohjaavat akselin liikkeitä, karan nopeuksia, syöttöarvoja ja leikkaussyvyyttä ilman manuaalista tulkintaa. Jokainen leikkuutyökalun ajo kulkee määrättyä polkua, minkä vuoksi kaksi samalla koneella viikon välein valmistettua osaa tulevat mitoiltaan identtisiksi. Tämä toistettavuus tekee CNC-tarkkuuskomponenteista välttämättömiä ilmailu-, lääketieteellisten laitteiden, robotiikan, autojen ja elektroniikan valmistuksessa.
Se, mikä erottaa "tarkkuus" osan tavallisesta koneistetusta osasta, ei ole vain tiukemmat numerot piirustuksessa - se on koko tuotantoympäristö: lämpötilasäädellyt konehuoneet, tiukasti tasapainotettu työkalut, monipistetarkastusprotokollat ja materiaalisertifioinnit raakavarastosta. Kun osalla on rakenteellinen tai toiminnallinen rooli suuremmassa kokoonpanossa, tarkkuus CNC-työstö on lähes aina oikea valinta.
Eri leikkaustoiminnot palvelevat erilaisia geometrioita, ja monimutkaisimmat tarkkuusosat vaativat prosessien yhdistelmän. Ymmärtäminen, mikä toiminta tuottaa minkä ominaisuuden, auttaa insinöörejä kirjoittamaan parempia piirustuksia ja auttaa ostajia esittämään älykkäämpiä kysymyksiä osia hankittaessa.
Jyrsinnässä käytetään pyöriviä monipisteleikkaustyökaluja materiaalin poistamiseen tasaisten tai muotoiltujen pintojen, urien, taskujen ja reikien poikki. 3-akselinen jyrsintä käsittelee suurimman osan prismaattisista osista, kun taas 4- ja 5-akseliset jyrsinkoneet voivat kallistaa työkappaletta tai karaa saavuttaakseen alileikkaukset ja monimutkaiset kaarevat geometriat yhdellä asennuksella – vähentää kiinnitysvirheitä, joita kertyy, kun osa on sijoitettava uudelleen useita kertoja.
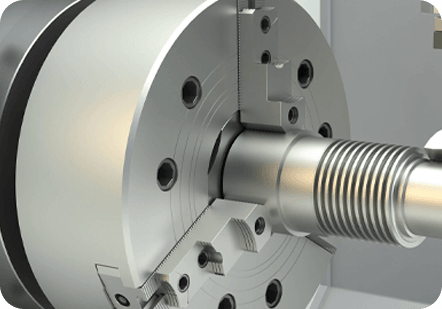
Sorvaus pyörittää työkappaletta kiinteää leikkaustyökalua vasten, mikä tekee siitä sylinterimäisten osien: akselit, holkit, kierrekiinnikkeet, suuttimet ja liittimet. Nykyaikaiset CNC-sorvauskeskukset sisältävät usein jännitteisiä työkaluja – jyrsintä- ja porauslisälaitteita – joten poikkireiät, tasot ja kiilaurat voidaan lisätä samassa toimenpiteessä ilman, että kappaletta siirretään jyrsintään.
Sveitsiläiset sorvit ohjaavat pitkän, hoikan tankovaraston ohjausholkin läpi, joka on sijoitettu hyvin lähelle leikkausaluetta. Koska materiaali on tuettu heti leikkauksessa, nämä koneet saavuttavat poikkeuksellisen pyöreyden ja pinnan viimeistelyn pienihalkaisijaisissa osissa – ajatelkaapa lääketieteellisiä tappeja, hammasimplantteja, kellokomponentteja ja pienoisventtiilin varsia. Alle 32 mm halkaisijat ovat tyypillinen makea paikka.
EDM syövyttää materiaalia käyttämällä kontrolloituja sähkökipinöitä mekaanisen leikkaamisen sijaan. Lanka-EDM leikkaa monimutkaisia 2D-profiileja karkaistun teräksen läpi käytännöllisesti katsoen ilman leikkausvoimia, mikä tekee siitä ihanteellisen muottipesäkkeisiin, stanssaussarjoihin ja ilmailuturbiinien ominaisuuksiin, jotka taipuvat tavanomaisten työkalujen vaikutuksesta. Se on hitaampaa kuin jyrsintä, mutta saavuttaa ±0,0001 tuuman toleranssit kovissa materiaaleissa.
Kun kappale tarvitsee tasaisen pinnan yksinumeroisella Ra-pinnan karheudella tai alimikronin mittatarkkuudella, pintahionta ottaa jyrsinnän ohi. Pyörivä hiomalaikka poistaa mikromääriä materiaalia kuljetuksissa millimetrin tuhannesosissa mitattuna. Karkaistu työkaluteräskomponentit ja tarkkuusmittapalat ovat tyypillisiä ehdokkaita.
Materiaalivalinta vaikuttaa työstettävyyteen, lopulliseen toleranssikykyyn, pinnan viimeistelyn laatuun ja osan suorituskykyyn. Oikea materiaali tarkkuuskoneistetulle komponentille riippuu mekaanisista vaatimuksista, käyttöympäristöstä, painotavoitteista ja jälkikäsittelytarpeista.
| Materiaali | Tyypilliset sovellukset | Vahvuudet | Pohdintoja |
|---|---|---|---|
| Alumiini 6061-T6 / 7075-T6 | Ilmailun kiinnikkeet, kotelot, optiset kiinnikkeet | Erinomainen työstettävyys, kevyt, hyvä lämmönjohtavuus | Alempi kovuus kuin teräs; pintakäsittelyä tarvitaan usein |
| Ruostumaton teräs 303/316 | Lääketieteelliset instrumentit, elintarviketeollisuuden osat, laivavarusteet | Korroosionkestävyys, bioyhteensopivuus | Työ-kovettuu leikkaamisen aikana; vaatii terävämpiä työkaluja |
| Titanium Grade 5 (Ti-6Al-4V) | Ilmailukiinnikkeet, ortopediset implantit | Korkea lujuus-painosuhde, erinomainen bioyhteensopivuus | Huono lämmönjohtavuus aiheuttaa työkalujen kulumista; tarvitaan hitaita leikkausnopeuksia |
| Messinki (C360) | Venttiilirungot, liittimet, sähköliittimet | Erinomainen työstettävyys, alhainen kitka, korroosionkestävä | Ei sovellu korkeisiin lämpötiloihin tai erittäin lujaan rakenteellisiin rooleihin |
| PEEK | Puolijohteiden käsittelylaitteet, lääketieteelliset laitteet | Kemiallinen kestävyys, erinomaiset mekaaniset ominaisuudet korkeissa lämpötiloissa | korkeat materiaalikustannukset; vaatii huolellisen lastunpoiston |
| Hiiliteräs 4140 | Akselit, vaihteet, työkalujen kiinnikkeet | Korkea lujuus, hyvä työstettävyys ennen kovettumista | Alttia korroosiolle; vaatii usein pinnoitusta |
Asiantuntijavinkki tilauksen yhteydessä: pyydä aina materiaalitodistus (kutsutaan myös tehdastodistukseksi tai vaatimustenmukaisuustodistukseksi) osien mukana. Tämä asiakirja vahvistaa, että raaka-aine täyttää määritellyn seoskoostumuksen ja mekaaniset ominaisuudet – ei-neuvoteltavissa oleva vaatimus ilmailu-, lääketieteellinen- ja puolustustoimitusketjuissa.
Tarkkuuskoneistetut osat näkyvät aina, kun vika ei ole vaihtoehto tai missä asennusvälykset mitataan mikroneina. Seuraavat toimialat edustavat CNC-tarkkuuskomponenttien volyymiltaan suurimpia ja vaativimpia käyttäjiä.
Turbiinien siivet, toimilaitteiden rungot, laskutelineiden komponentit ja rakennekannattimet vaativat kaikki tiukat geometriset toleranssit ja täyden materiaalin jäljitettävyyden. Ilmailu-CNC-osat koneistetaan tyypillisesti ilmailu-avaruusluokan alumiiniseoksista, titaanista ja korkean lämpötilan nikkelilejeeringeistä. AS9100-laadunhallintasertifikaatti on tämän alan toimittajien perusvaatimus.
Kirurgisten instrumenttien, ortopedisten implanttien ja diagnostisten laitteiden koteloiden on täytettävä ISO 13485 -laatustandardit ja implantoitavien laitteiden täydelliset bioyhteensopivuusvaatimukset. Lääketieteelliset CNC-tarkkuusosat valmistetaan usein 316L ruostumattomasta teräksestä tai titaanista, Grade 5, ja ne vaativat puhdastilakäsittelyä, purseettomia reunoja ja jäljitettävyyttä raaka-aineen lämpölukuihin.
Moottorin komponentit, voimansiirron osat, jousituslenkit ja jarrujärjestelmän komponentit ovat riippuvaisia tarkasta CNC-työstyksestä mittojen yhtenäisyyden varmistamiseksi suurissa tuotantomäärissä. Moottoriurheilusovelluksissa painonpudotus työntää materiaaleja kohti alumiinia ja titaania, kun taas laakerien reikien ja venttiilin istukan toleranssit pidetään ±0,005 mm:ssä tai parempana.
Puolijohdekiekkojen käsittelyrobotit, PCB-testauslaitteet ja jäähdytyselementtikokoonpanot vaativat ei-magneettisia, mittavakaita tarkkuuskomponentteja. Alumiinia ja PEEK:ia käytetään täällä laajasti. Vastapintojen tasaisuus- ja yhdensuuntaisuustoleranssit on usein määritelty yksinumeroisella mikronialueella oikean lämpökontaktin tai sähköisen eristyksen varmistamiseksi.
Robottiliitokset, servomoottorien kotelot, lineaariset liikkeet ja päätekomponentit on koneistettu tarkasti, jotta ne säilyttävät paikannustarkkuuden miljoonien syklien aikana. Koneistetun liitoksen mittojen jyrkkyys muuttuu suoraan paikkavirheeksi työkalun kärjessä, minkä vuoksi tarkat CNC-komponentit ovat nykyaikaisten teollisuusrobottien suorituskyvyn perusta.

Toimittajan valinta tarkkuus CNC-työstöosat on yhtä lailla laatupäätös kuin hintapäätös. Alhainen tarjous liikkeestä, jossa ei ole laitteita tai laatujärjestelmiä toleranssien säilyttämiseen, maksaa enemmän hylättyjen osien, viivästysten ja uudelleen hankinnan osalta kuin hieman korkeampi tarjous pätevältä kumppanilta. Tässä on mitä kannattaa katsoa:
Suurin yksittäinen vipu tarkkuus-CNC-koneistettujen osien kustannuksiin on itse piirustus. Koneistusrajoitukset ymmärtävät insinöörit voivat suunnitella osia, jotka ovat nopeampia valmistaa, helpompia tarkastaa ja joista syntyy vähemmän todennäköistä romua – luopumatta toiminnallisesta suorituskyvystä.
Yksi yleisimmistä tarkkuusosien kustannustekijöistä on ylitoleranssi. Jos ±0,050 mm toleranssi on toiminnallisesti riittävä, ±0,005 mm:n kutsuminen kaksin- tai kolminkertaistaa koneistusajan ja käynnistää lisätarkastusvaiheita. Varaa tiukat toleranssit ominaisuuksille, jotka todella sopivat yhteen muiden komponenttien kanssa, kuljettavat kuormia tai luovat tiivistyspintoja. Kaikessa muussa pitäisi olla löysin toleranssi, joka edelleen toimii.
Syvät taskut, joissa on pieni lattiasäde, vaativat halkaisijaltaan pienen päätyjyrsimiä, jotka ovat hauraita, hitaita ja kalliita käyttää. Tasku, jonka syvyys on 50 mm kulmasäteellä 1 mm, voi maksaa viisi kertaa enemmän kuin saman taskun, jonka kulman säde on 3 mm. Suunnittele sisäiset säteet aina kun mahdollista, jotta ne vastaavat vakiotyökalun halkaisijoita ja rajoita syvyyden ja leveyden suhde enintään 4:1:een.
Joka kerta kun osa irrotetaan ja sijoitetaan uudelleen, on olemassa kertyneen sijaintivirheen riski. Jos osa voidaan työstää kokonaan yhdellä tai kahdella kokoonpanolla neljän sijasta, se on tarkempi, nopeampi valmistaa ja halvempi. Ajattele, kuinka osa kiinnitetään, kun asettelet piirteitä useille pinnoille.
Epätyypilliset kierremuodot ja parittomat reikien halkaisijat vaativat erikoistyökaluja, joita koneistajilla ei välttämättä ole varastossa. Standardointi yleisiin metrisiin tai yhtenäisiin kierrekokoihin (M3, M4, M6 tai #4-40, #6-32, 1/4-20) pitää työkalukustannukset alhaisina ja läpimenoajat lyhyinä. Sama logiikka pätee kalvettuihin reikiin – vakiokalvimen halkaisijan, kuten 6H7 tai 8H7, määrittäminen välttää mukautetut työkalutilaukset.
Raakakoneistettu alumiini hapettuu. Teräs ruostuu. Jopa ruostumaton teräs voi ruostua aggressiivisissa ympäristöissä. Jälkikäsittelyssä koneistetusta aihiosta tulee tuotantovalmis osa, joka lisää korroosionkestävyyttä, kulutuskestävyyttä, kovuutta tai kosmeettista viimeistelyä.
Tarkasti koneistettu osa on vain niin hyvä kuin mittaus vahvistaa sen olevan toleranssin sisällä. Laadunvalvonta vakavassa CNC-tarkkuusliikkeessä ei ole lopullinen portti tuotannon lopussa – se on kudottu jokaiseen vaiheeseen.
Prosessinaikainen tarkastus käyttää itse työstökoneen mittausjärjestelmiä kriittisten ominaisuuksien mittaamiseen syklin puolivälissä ja automaattisesti työkalun kulumisen kompensoimiseen. Tämä ottaa kiinni ajautumisen ennen kuin se tuottaa erän toleranssin ulkopuolella olevia osia. Koneen ulkopuolisessa tarkastuksessa käytetään koordinaattimittauskoneita (CMM) monimutkaisen 3D-geometrian tarkistamiseen alkuperäistä CAD-mallia vasten, jolloin saadaan muodollinen tarkastusraportti, joka sisältää jokaisen kriittisen ominaisuuden todelliset vs. nimellismitat.
Säännellyille toimitusketjuille täydellinen laatupaketti sisältää tyypillisesti: mittatarkastusraportit, materiaalitodistukset, viimeistelytarkastuksen (pinnan karheusmittaukset, visuaalinen tarkastus purseiden varalta) ja laatuinsinöörin allekirjoittaman vaatimustenmukaisuustodistuksen. Jotkut sopimukset edellyttävät myös tilastollista prosessinhallintaa (SPC) koskevia tietoja, jotka osoittavat, että tuotantoprosessi on vakaa koko ajon ajan – ei vain sitä, että kourallinen näyteosia oli toleranssin sisällä.

Fenglan on Sähköisten tarkkuusosien valmistaja Kiinassa, Autojen tarkkuusosien valmistajat ja Teollisuuden tarkkuusosien toimittajat. Luotettava kumppanisi osien ja komponenttien valmistuksessa vuodesta 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbein alue, Changzhou City, Kiina
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbein alue, Changzhou City, Kiina  Yksityisyys
Yksityisyys



 +86-13861233850
+86-13861233850  17.9.2025
17.9.2025 






